Eyes on the Hazard: How AI in Manufacturing is Transforming Safety Monitoring with Computer Vision
Share this Article on
Workplace injuries across the world cost industries billions of dollars every year, not just in compensation and downtime, but also in human lives and eroding workforce trust. The International Labor Organization estimates that millions of workers die from occupational accidents and diseases annually and with millions more sustaining injuries that if acted with caution at the right time could be easily prevented. High-risk environments like oil refineries, chemical plants, automative factories, cruises and construction sites should apply more caution as the margin for error is razor thin.
Checklists, periodic audits, floor supervisors, and all traditional safety protocols have always been reactive. However, they are outdated and do not actively prevent incidents from occurring or flagging an anomaly. This is where computer vision for workplace safety gets into the picture.
From Checklists to Continuous Intelligence
Computer vision, powered by deep learning and real-time analytics, is rewriting the rulebook of workplace safety with constant vigilance and around the clock support. Modern AI for industrial safety monitoring systems are trained on thousands of hours of operational footage. This helps them detect the subtle precursors to accidents, for example, when a worker enters a restricted zone with proper PPE, a forklift operating too close to a pedestrian lane; a chemical container left unsecured near a heat source. They raise real-time alerts which allow the floor team to intervene before an incident escalates.
The shift from periodic audits to continuous, intelligent monitoring represents one of the most significant advances in risk management in manufacturing in recent times.
What Computer Vision Actually Sees
The detection of hazards in an industrial setting by computer vision systems is truly remarkable:
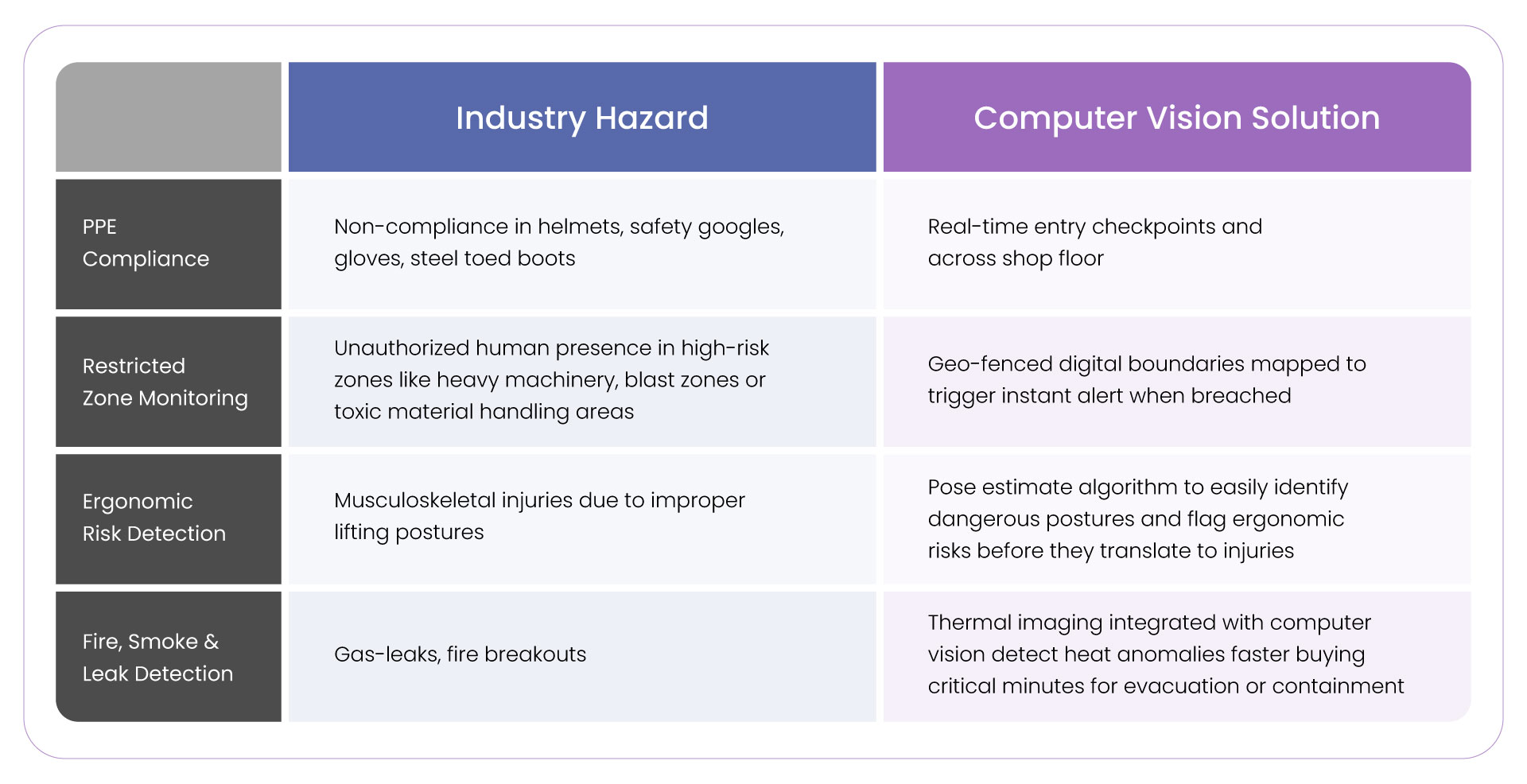
Beyond physical hazards, computer vision also does an exemplary job at tracking behavioral patterns such as worker fatigue indicators, near miss events and high-frequency deviation from standard operating procedures. This helps build a rich dataset that helps employers take proactive measures to ensure workforce safety.
AI in Manufacturing: Beyond Compliance, Toward Culture
Incident prevention is not the only end goal of safety in AI in manufacturing; computer vision safety systems offer a measurable shift in the safety culture itself. When workers know that they are continuously monitored for these safety protocols, the general compliance rates improve and also does the perception of safety. It becomes a data-backed commitment to improving workforce trust.
Furthermore, the data obtained from computer vision AI systems helps analyze risk management in manufacturing like never before. Safety manager can access heatmaps to detect high-incident zones, analyze time-of-day risk profiles and detect specific anomalies in equipment to build a smarter facility, with better training programs and more targeted investment towards protective infrastructure.
Manufacturers with a well-equipped AI backed safety monitoring are increasingly favored by insurance underwriters as well and can get better risk profiles at reduced premiums while strengthening their regulatory standing.
The Aspire Systems Advantage: Building Safety Intelligence That Works at Scale
At Aspire Systems, we understand that deploying computer vision for workplace safety is not just a technology integration but an operational transformation. We bring together the right combination of computer vision engineering, edge computing expertise and domain knowledge in high-risk environments to help clients build safety systems that are accurate, scalable and actionable.
What we bring to the table:
End-to-End CV Solution Design: From camera placement strategy and hardware selection to model training and MLOps pipelines, Aspire designs safety monitoring solutions ground-up to suit the specific risk profile of each facility, be it a discrete manufacturing floor, a continuous process plant, or a logistics hub.
Custom Model Training on Customer Data: Generic models trained on public datasets rarely perform at the accuracy levels of industrial environments demand. Aspire's data science teams work with customers to curate facility-specific training data, fine-tune detection thresholds, and validate model performance under real-world lighting, occlusion, and environmental conditions.
Edge-First Architecture: In industrial environments where connectivity is intermittent or where latency cannot be tolerated, Aspire deploys vision inference at the edge, with on-premises GPU hardware or ruggedized edge devices to ensure alerts are triggered in milliseconds, not seconds.
Integration with ERP and Safety Management Systems: Safety data is most valuable when it's connected to the broader operational ecosystem. Aspire integrates computer vision outputs with SAP, Oracle, and leading safety management platforms, enabling a unified view of risk across the enterprise.
Ongoing Model Governance and Retraining: Industrial environments evolve with new machinery, new workflows, and seasonal workforce changes. Aspire's managed AI services ensure that safety models stay current and performant through structured retraining cycles and drift monitoring.
Our work spans across verticals; however, it is in industrial and high-risk environments that our computer vision capabilities deliver arguably their most consequential value: protecting people.
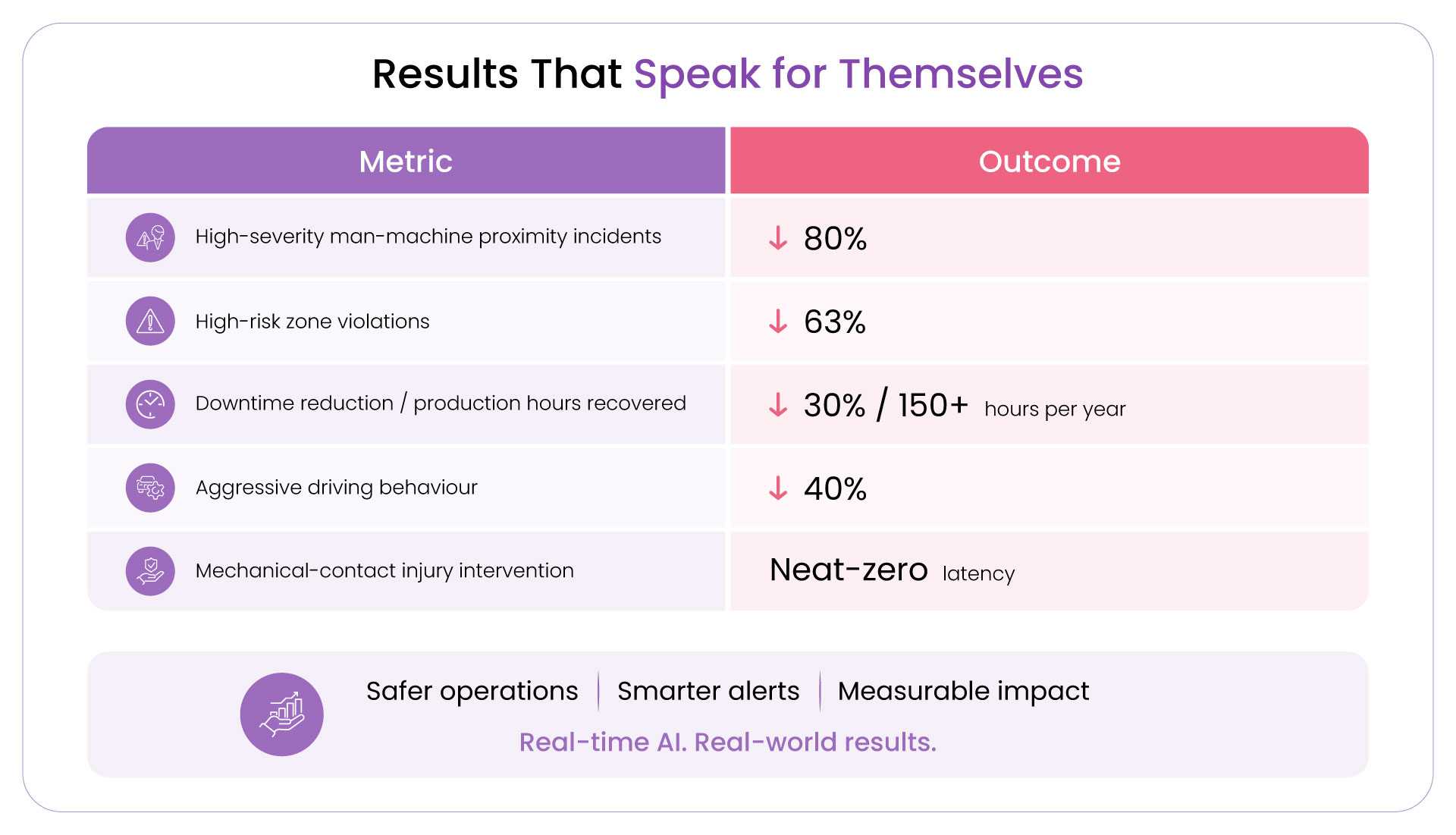
Aspire Systems in Action: 80% Reduction in High-Severity Incidents for a Global Industrial Leader
Aspire Systems helped a Denmark-based multinational engineering organization whose EHS operations were under significant strain, since their safety model was built on manual monitoring and periodic audits, a model incapable of covering dynamic, always-on industrial environment.
Aspire Systems designed and deployed an integrated, AI-driven EHS platform spanning four critical safety domains, without replacing the client's existing camera infrastructure. By layering edge AI gateways onto existing CCTV feeds, we enabled real-time, on-site inference at near-zero latency. This resulted in PPE and hygiene compliance, vehicle and pedestrian safety, restricted area, 5S compliance and machine guarding along with continuous monitoring for liquid leaks, equipment safety, and unsafe behaviors.
The entire solution was unified under an edge-to-cloud architecture with centralized policy management on Azure, which was modular enough to be rolled out incrementally, and scalable across the client's global facilities.
This engagement is a proof point for what becomes possible when domain expertise meets purpose-built AI engineering. The result is a fundamentally secure safety posture that is proactive, evidence-driven, and scalable.
The Road Ahead
The convergence of computer vision, 5G connectivity, and digital twin technology is creating an entirely new paradigm for AI for industrial safety monitoring. Future systems will not just detect hazards, but will simulate risk scenarios in real time, run predictive models against live operational data, and feed autonomous responses into the production line itself.
For manufacturers and industrial operators, the question is no longer whether to invest in AI-powered safety monitoring. It is how fast it is to move and choose the right partner for a safety infrastructure that is built to last.
In This Article
- From Checklists to Continuous Intelligence
- What Computer Vision Actually Sees
- AI in Manufacturing: Beyond Compliance, Toward Culture
- The Aspire Systems Advantage
- Aspire Systems in Action
- The Road Ahead